想要更直观地了解【《安顺》(本地) 不锈钢焊管工艺成熟】产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【《安顺》(本地) 不锈钢焊管工艺成熟】的图文介绍
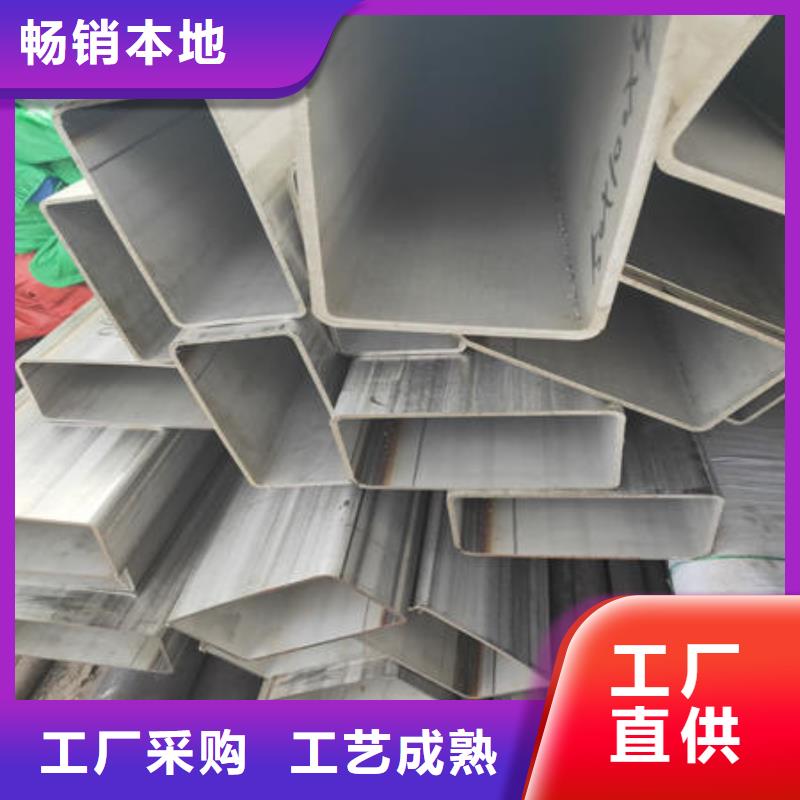
万宇金属材料有限公司是一家以 安顺316不锈钢管为主、集设计、生产、施工支持为一体的生产研发公司。
主要产品有 安顺316不锈钢管等,争取为每一位客户提供 安顺316不锈钢管整体解决方案,用心解决掉客户问题。
公司成立至今,我们遵循凡事有交代,件件有着落,事事有回音的“靠谱”原则,为公司的自身品牌形象树立标准。让客户把事情交给我们放心。
 不锈钢焊管工艺成熟】")
 不锈钢焊管工艺成熟】")
如何挑选优质的不锈钢焊管成为了广大消费者十分头疼的问题。选购不锈钢焊管之前应当充分考虑到具体用途和实际使用环境,其次确定焊管材质是否达标,这里有五个方面的内容您需要引起重视。从价格上分析,若不锈钢焊管甚至低于市场上301材质的普遍价格,要仔细辨别,很可能是其他材质冒充。认明管面上是否打钢印材质“不锈钢焊管”字样,并要索取厂家质量证明书作为凭证。3.可用酸性试剂测试,30秒后不锈钢焊管不变色为合格产品。大批量购买可抽取样品送至 权威检测中心进行成分化验检测。选购时应选择经质量技术监督局评定的优秀产品,一般好的产品在客户中都有着良好的口碑。轧制管中经常会出现内重皮、麻点和轧制青线,一般情况下这些无法避免,也基本不影响使用,但在选购时还是要尽量选择少的,尤其是检查内表面。不锈钢焊管在不锈钢换管中应用非常广泛。而随着不锈钢换管的改造升级,不锈钢焊管在不锈钢换管改造过程中又将有什么重要的作用呢?
 不锈钢焊管工艺成熟】")
 不锈钢焊管工艺成熟】")
 不锈钢焊管工艺成熟】")
我们在使用不锈钢焊管的过程中,若是沾到油渍该怎么办呢?如何在清除油渍的同时又不对不锈钢焊管造成损伤?采用化学除油的方法能够更好地达到预期效果,其操作要点有以下几个:化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。使用12-15%的硝酸(按体积)进行化学除油处理,温度为40℃-60℃,时间为2-4小时。不锈钢焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动不锈钢焊管,使内腔溶液不断更换,以提高效果,必要时取出不锈钢焊管,用水气冲洗后再进行浸泡。化学除油直至管件表面完全被水润湿。在去除不锈钢焊管的油渍时,采用化学除油的好处就在于能够做到深层清洁,但同时又不损伤焊管本身,其中的操作细节是您需要注意的。此外,在平时对不锈钢焊管进行存储时也应当保证环境足够清洁,否则潮湿引起的腐蚀对于焊管也是极大的伤害。随着不锈钢焊管品牌数量的不断增多,
 不锈钢焊管工艺成熟】")
 不锈钢焊管工艺成熟】")
布氏硬度(HB用一定直径的钢球或硬质合金球,以划定的试验力(F)压入式样表面,经划定保持时间后卸除试验力,丈量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa其计算公式为式中:F--压入316L不锈钢焊管试样表面的试验力,N,D--试验用钢球直径,mmd--压痕均匀直径,mm.测定布氏硬度较正确可靠,但一般HBS只合用于450N/mm2(MPa)以下的金属材料,对于较硬的钢或较薄的316L不锈钢焊管不合用。在316L不锈钢焊管尺度中,布氏硬度用途最广,往往以压痕直径d来表示该材料的硬度,既直观,又利便。举例:120HBS10/1000130表示用直径10mm钢球在1000Kgf(9.807KN)试验力作用下,保持30s(秒)测得的布氏硬度值为120N/mm2(MPa)。
 不锈钢焊管工艺成熟】")
 不锈钢焊管工艺成熟】")
 不锈钢焊管工艺成熟】")
由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。了解了不锈钢焊管头尾增厚长度的相关知识,势必有助您更好地选择和使用不锈钢焊管。 不锈钢焊管的焊接过程不仅加热速度快,而且冷却速度也快,在这样一种急剧的温度变化环境下焊接应力随之产生,不锈钢焊管的焊缝组织也有变化。为了保证焊管使用性能的发挥,我们需要通过热处理的方式来对焊缝和母体金属的显组织差异进行消除。
那么,如何对不锈钢焊管实施热处理,一般不锈钢焊管的热处理工艺有两种,分别是退火和正火。所谓退火是指消除焊接应力状态和加工硬化现象,改善不锈钢焊管的焊缝塑性,通常加热温度在相变点以下。而作为一种常化处理工艺,正火改善了不锈钢焊管力学性能的不均匀性,使母体金属与焊缝处金属力学性能相接近,完善金属显组织、细化晶粒,加热温度在相变点以上某一点经过空冷。根据不锈钢焊管使用要求的不同正火还有焊缝热处理和整体热处理之分。
 不锈钢焊管工艺成熟】")



 扫一扫
扫一扫